











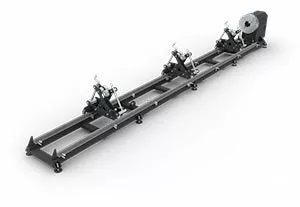




































Схема работы линейного комплекса порошковой окраски с камерой химической подготовки
1. Подготовка и загрузка изделий
- Изделия подвешиваются на крюки или размещаются на каретки поперечного перемещения.
- Каретки подаются на основную транспортную систему.
2. Камера химической подготовки поверхности
- Изделия проходят многоступенчатую обработку: обезжиривание, травление, фосфатирование, промывка.
- Это обеспечивает чистую поверхность и повышает адгезию краски.
3. Сушка
- После химической обработки изделия перемещаются в сушильную камеру.
- Горячий воздух удаляет влагу и готовит поверхность к нанесению порошка.
4. Камера порошкового напыления
- Изделия транспортируются через камеру нанесения порошка.
- На первом посту окрашивается одна сторона изделий.
- На втором посту наносится покрытие на оставшиеся участки.
- При необходимости процесс повторяется до полного покрытия.
5. Печь полимеризации
-
Окрашенные изделия поступают в печь.
- При мощности печи 15 кВт достигается температура 200 °С за 25 минут даже при полной загрузке.
- В процессе выдержки порошковая краска плавится и превращается в прочное полимерное покрытие.
6. Выгрузка и повтор цикла
- Полимеризованные изделия выгружаются с противоположной стороны печи.
- Каретки возвращаются по реверсивному пути на загрузочную позицию.
- Пока первая партия находится в печи, следующая проходит подготовку и окраску.
Печь полимеризации предназначена для покраски разного рода изделий, но зачастую это металлические изделия, такие как: автомобильные диски, электродвигатели, автомобильные блоки, металлические двери. При мощности в 15 кВт, можно достичь 200°С при полной загрузке камеры полимеризации всего за 25 минут.
- На каретки поперечного перемещения производится установка изделий.
- Транспортировка каретки с изделиями до уровня камеры порошкового окрашивания.
- Транспортировка изделий на каретке через камеру порошкового окрашивания.
- На первом посту камеры производится окрашивание первой части изделий.
- Повторная операция на втором посту камеры.
- На каретки поперечного перемещения производится установка изделий.
- Повтор вышеперечисленных операций до полной заполняемости тележки.
- Транспортировка тележки с изделиями поперек транспортной системы до уровня камеры полимеризации.
- В камеру полимеризации производится транспортировка кареток с изделиями.
- Повтор схемы работы, пока первая партия изделий находится в камере полимеризации.
- Выгрузка полимеризованных изделий с наружной стороны печи на каретку поперечного движения;
- Каретки перемещаются по реверсивному пути.
Схема работы:
Линия порошковой окраски имеет все необходимые части оборудования, как для подготовки, так и для процесса нанесения краски на изделия. Порошковые окрасочные линии делиться на два типа: автоматические и полуавтоматические (ручные). Автоматические линии отличаются от ручных, большим КПД, скоростью работы и уменьшением возможных повреждений в ходе окрашивания изделий. Разница между этими типами не существенна, но на крупных предприятиях по изготовлению окрашиваемых деталей, есть смысл установить автоматический тип линии. Благодаря такой линии, есть возможность увеличения оборотов производства, а также сокращение затрачиваемого времени на предварительную обработку изделий. Проектирование автоматической линии порошкового окрашивания является строго индивидуальным и зависит от размеров и сложности конструкций изготавливаемых изделий. В таких линиях возможна транспортировка изделий из одного цеха в другой по принципу непрерывного движения.