











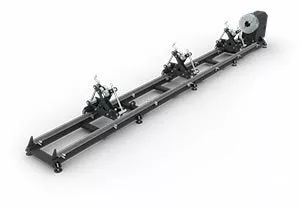















Нижняя транспортная система – конструкция с помощью, которой производится перемещение в камеру полимеризации. За успешный процесс работы отвечают уголки, располагающиеся на полу участка и камеры.
Схема работы:
- Производим загрузку изделий на поворотную балку;
- С одной стороны изделия наносится краска;
- При необходимости осуществляется разворот изделий для нанесения краски на вторую сторону;
- После процесса окрашивания изделия помещаются на загрузочную телегу;
- Повтор действий до полной заполняемости тележки;
- Перемещение телеги по нижней транспортной системе в камеру полимеризации;
- Повтор предыдущего процесса с последующими телегами, пока первоначальные изделия партии проходят этап полимеризации.
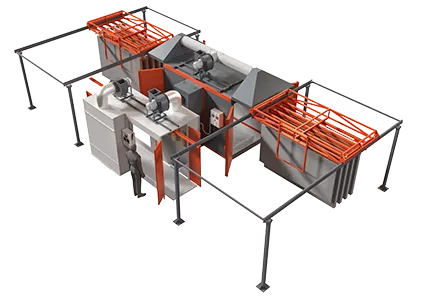
Сэндвич панели являются основной составляющей частью камеры полимеризации, в них находится специальный теплоизоляционный материал. Благодаря этим панелям, внутри камеры сохраняется необходимая степень тепла на длительный промежуток времени. Так же предотвращается нагрев внешних стенок камеры, потому исключена потеря тепла.
За нагрев камеры полимеризации отвечает термоблок и устанавливается всегда отдельно к печи. Конструкция термоблока помогает в краткое время производить профилактику нагревательных элементов и замену ТЭНов, которые израсходовали свой ресурс. В случае увеличения выпускаемой продукции на производстве, существует возможность увеличения объемов камеры полимеризации, а разработанные изделия сэндвич панелей позволяет увеличить объем для большей производительности. Необходимое оборудование, а также дополнительные детали можно найти и заказать на Яндекс.Маркет. Так же есть возможность узнать самые свежие отзывы от тех, кто уже воспользовался необходимыми деталями.
Процесс полимеризации порошковой краски:
- через дверной проем по транспортной системе загружается тележка с изделиями, на которых нанесена порошковая краска. За открытие и закрытие дверей в камере полимеризации отвечает специально отлаженный механизм.
- нагрев камеры осуществляется благодаря пульту управления, который связан с термоблоком.
- в зависимости от типа порошковой краски, выставляется необходимая температура в камере с помощью пульта управления терморегулятора. При температуре 130°С - 140°С происходит выделение летучих веществ от краски в виде дыма. При помощи налаженной автоматической работе вытяжки, происходит удаление веществ из камеры. Процесс вентилятора вытяжки настроен на 10 секунд работы с паузой в 5 минут.