














-
Ширина обработки, мм
2500
-
Толщина обработки, мм
8-6
-
Диаметр верхнего валка, мм
240
Валковые листогибочные машины
Фильтр

-
Ширина обработки, мм
2100-4100
-
Толщина обработки, мм
4-45
-
Диаметр верхнего валка, мм
160-540
Часто ищут
Общие сведения
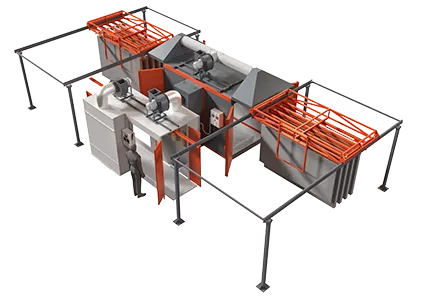
Валковые листогибочные машины представляют собой устройства для обработки металлических листов в производственных целях. Данное оборудование также часто называется вальцовочными станками или просто вальцами. Своё название валковые станки получили благодаря конструктивным элементам: цилиндрам-валкам через которые и проходят листы металла, когда требуется им придать определённую форму. Первое оборудование, позволяющее изгибать листы металла без нагрева, было исключительно ручным и механическим: рабочие самостоятельно должны были загружать листовой металл между вальцами и подавать нагрузку на них (крутить рукоятки) для осуществления гиба. Ручные валковые станки сейчас используется существенно меньше, тогда как оборудование с электрическим, пневматическим или гидравлическим приводом широко применяется в производстве.
Область применения
Современные листогибочные вальцы с гидравлическим приводом широко используются для гиба металлопроката в обечайку с подгибом. Валковые листогибочные станки используются в различных сферах деятельности: в автомобилестроительной промышленности (производство автоцистерн и бетономешалок) и металлургии, в строительстве и станкостроении. Например, вальцы требуются для создания кровельных листов, водостоков и дымоотводов, воздуховодов, систем коммуникаций и желобов, вентиляционных систем и труб, цистерн и резервуаров различной плотности и объёма, а также декоративных конструкций. В зависимости от типа конструкции вальцовочных станков они могут применяться для штучного, мелкосерийного или масштабного производства изделий. Валковые листогибы дают возможность изготавливать разнообразные элементы конусной, полицентрической или цилиндрической формы, сгибать заготовки, имеющие различные габариты и толщину, а альтернативы такому оборудованию на сегодняшний день практически нет.
Ограничение использования валковых листогибочных станков на том или ином производстве может быть только на основании их технических характеристик: например, размеры цилиндров - диаметр (влияет на радиус гиба), длина (влияет на ширину обрабатываемых заготовок) - и тип привода (на оборудовании с электромеханическим приводом невозможно осуществлять гиб заготовок толщиной свыше 5 мм, для этого следует подобрать гидравлический станок).
Принцип работы
Валковая листогибочная машина используется для преобразования формы листового металла и металлических полосок без нагрева, то есть «холодным» способом. Холодный гиб металлических листов сохраняет структуру материала и не требует существенных энергозатрат, в отличие от трудоёмкого процесса горячего изгиба.
Принцип работы валковых машин основывается на прокатке металлических листов между валками, которые вращаются. Это и позволяет превратить плоский материал в округлую заготовку. Диаметр изготавливаемой детали можно регулировать перемещением цилиндров по отношению друг к другу. Аналогичный принцип работы характерен для валковых листогибов всех типов вне зависимости от количества валов в конструкции.
При изготовлении заготовок конической формы один край листа металла «тормозится». В определённых случаях цилиндры могут иметь специфические углубления для гибки сортового проката.
Листогибочные вальцы дают возможность быстро придать нужную форму металлу и надёжно её зафиксировать. Преимуществом станков такого типа является высокая производительность и определённая универсальность: в зависимости от модели валочного листогиба, оборудование может применяться для различных металлов, металлических сплавов и полимеров.
В зависимости от типа конструкции и привода валковые листогибочные станки могут быть использованы для гиба листового металла до 2 мм (например, ручные) или свыше 7 мм (модели с гидравлическим приводом).
Основные конструктивные элементы
Основным рабочим элементом валковых листогибов являются валы, которые приводятся в движение ручным способом или с помощью гидравлического или электромеханического привода. В зависимости от конструкции станка таких валов может быть два, три или четыре, а иногда и пять. Несущим элементом оборудования является станина - основная неподвижная часть конструкции. Обычно станина изготавливается из чугуна или листовой стали. Валы-цилиндры устанавливаются в боковые стойки, оснащенные подшипниковыми узлами. Важным конструктивным элементом промышленного валкового станка является приводной механизм (гидравлический и пр.), который обеспечивает вращение цилиндров. Для большинства станков характерно наличие нажимного узла, которые позволяет регулировать уровень давления на изделие. Ещё одним существенным элементом в конструкции оборудования является устройство для отведения вала или валов в сторону. Задача данного механизма заключается в «освобождении» заготовки для того, чтобы её можно было изъять из рабочей зоны. Если рассматривать мощное промышленное оборудование, то следует отметить, что системы часто оснащены «компьютером» - электронным комплексом числового программного управления (ЧПУ), которое позволяет максимально автоматизировать процессы гиба и вальцевания, обеспечивает высокие показатели точности. Встроенный компьютер может иметь сенсорный дисплей, ударопрочные стёкла, удобный пользовательский интерфейс и самообучаемую систему программирования.
Современное оборудование обычно оснащено системами смазки и балансировки. Валковые машины могут быть также оснащены поддерживающим краном для проката заготовок большого диаметра, системой автозагрузки листов металла. Некоторые промышленные вальцы имеют вариаторы (системы для бесступенчатого переключения скорости) и дополнительные валки: шлифовальные и полировальные, функции которых определяются по их названию. Опциональное оборудование даёт возможность не только упростить процесс работы с металлопрокатом, но и увеличить качество производимых заготовок.
Особенности 3-валковых гибочных машин
Трёхвалковые листогибочные станки являются наиболее популярными, так как имеют относительно простую и при этом функциональную конструкцию. В свою очередь 3-валковые машины разделяются на симметричные и асимметричные. Для трехвалковой гибочной машины характерна работа по принципу обкатки материала вокруг верхнего цилиндра. При симметричной схеме расположения вальцев, верхний цилиндр нажимает на лист металла, лежащий на нижних боковых валках. Нижние боковые цилиндры являются приводными, поэтому их вращение позволяет перемещать материал и равномерно изгибать заготовку по всей длине.
Гибка на трехвалковом станке на выходе даёт заготовку с плоскими концами, длина которых соответствует ½ расстоянию между боковыми цилиндрами. Это является определённым недостатком использования трехвалковых гибочных машин. В связи с этим при необходимости концы материала заранее загибают на прессе или листогибочной машине, с использованием дополнительных инструментов. Частично решить данную проблему позволяет использование ассиметричных моделей оборудования.
Ассиметричные трехвалковые станки характеризуются смещением переднего бокового цилиндра по отношению к середине. Изделие изготавливается путем нажима заднего бокового валка. Боковые валки могут быть отрегулированы по высоте (с целью обеспечения поджима заготовки), а приводным является верхний цилиндр. В результате такой конструкции один конец металлического листа изгибается практически полностью, а другой - меньше. Особенностью данной конструкции является то, что нижний вал можно располагать по отношению к основному рабочему валу под требуемым углом к горизонтальной или вертикальной плоскости. Такая неравномерная регулировка обеспечивает возможность создания конических заготовок.
Особенности 4-валковых гибочных машин
Четырехвалковый станок является более совершенным типом оборудования, использование которого даёт возможность формировать металлопрокат не только в цилиндрическую и конусную обечайку, но и производить заготовки условно эллиптической и «кругло-квадратной» формы без перезагрузки листа. Такая машина имеет в своей конструкции дополнительный рабочий нижний цилиндр, который позволяет существенно оптимизировать процессы гиба и исключить возникновение проблем, связанных с использованием трехвалкового аппарата. 4-валковые гибочные вальцы широко используются в производственных целях для гиба листов металла толщиной от 1,5 до 7,5 мм. Приводным в 4-валковом станке является верхний валок, гибочными - два боковых валка, а прижимным - средний. При начале процедуры гиба требуется зажать лист металла между нижним и верхним цилиндрами при нажиме среднего валка. Правый боковой валок нажимает на заготовку, изгибая ее свободный край, как и на трехвалковых асимметричных станках. После этого включается привод верхнего вала (обычно, гидравлический) и осуществляется гибка металлопроката по всей длине, включая левый свободный край (при нажиме левого бокового цилиндра). Подгибка материала является важной рабочей функцией, которая обеспечивает качество конечной заготовки. Данная операция заключается в предварительном гибе концов листа, что даёт возможность получить равномерную замкнутую обечайку за одну процедуру гиба без перезагрузки листа. Для того, чтобы выполнить подгибку на трехвалковом станке, оператор вынужден извлекать лист металлопроката и прокатывать каждую сторону по отдельности, что требует существенных затрат сил и времени.
Четырехвалковый гидравлический листогиб - наиболее популярная модель промышленного оборудования. При этом гидравлическим приводом могут быть оснащены только рабочие или все валки.
Основными преимуществами такого листогибочного оборудования является:
- надёжность вальцовочного станка, удобство эксплуатации листогиба;
- относительно невысокая стоимость оборудования, что обеспечивает существенную рентабельность изготовления конструктивных элементов;
- высокая производительность работ, уровень которой зависит от типа привода (гидравлический, электромеханический) и модели оборудования;
- возможность обработки металлопроката сравнительно большой толщины и ширины;
- гибочные машины с электромеханическим и гидравлическим приводом исключают потребность физического воздействия на механизм со стороны оператора оборудования.
Выбор валковых листогибочных машин должен опираться на требуемые показатели производительности, мощности оборудования и рабочие характеристики производимых заготовок. Важно учитывать показатели толщины металлопроката, который будет использоваться для создания конечных изделий, ширину обрабатываемой продукции, требования к диаметру заготовок (обечайки) и материалу (марке стали).
Кроме этого следует обратить внимание на кинематическую схему движения рабочих цилиндров: например, валки могут передвигаться исключительно по линейной схеме, параллельной или по орбитальной. Это определяет процесс работы на вальце и последовательность выполнения задач.
Компания «AMN Engineering» предлагает гарантию на оборудование от 12 до 36 месяцев. Служба сервисной поддержки круглосуточно действует во всех регионах России в режиме 24/7. Наличие и сроки доставки валковых листогибочных машин уточняйте у наших менеджеров по телефону 8 (800) 511-40-15.